




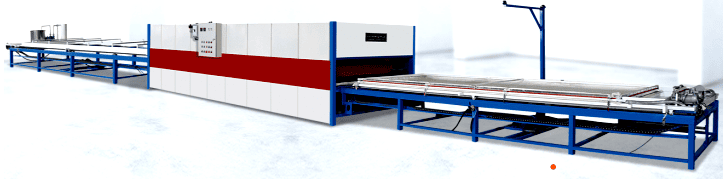
真空泵应用到真空木纹转印机
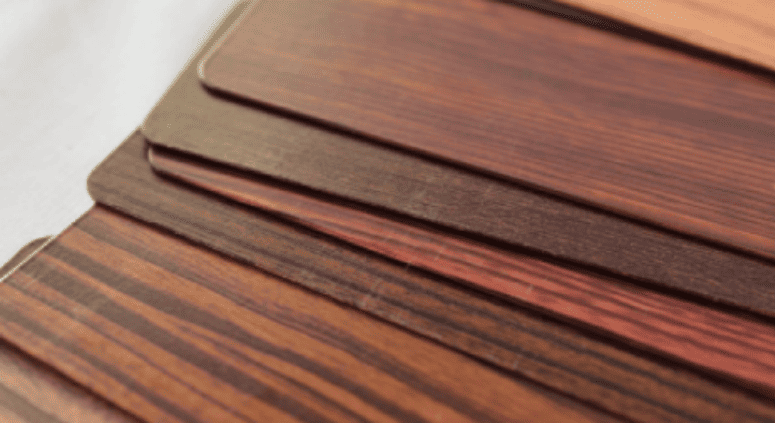
真空木纹转印机的转印技术是一门新兴的技术,是指利用转印纸为印花转移载体,利用抽真空的方式制造负压,让转印纸与补转印产品充分接触并承受一定的压力,并施以适宜的温度将印花转印完毕。 具体分类为采用盖膜式或抽袋式抽真空转印,在不同行业都有着应用。 真空木纹转印机是一款针对钢木门表面木纹转印而推出的一款产品,该产品质优价廉,操作方便,而受用户的欢迎。真空木纹转印机充分利用盖膜在EVP真空泵抽真空的情况下转印到产品上,根据热升华的工作原理,一次成图,无需套色,印出清晰的图案。真空泵性能的好坏决定了木纹转印效果,正因为高性能高品质的要求,EVP真空泵广泛被客户用在真空木纹转印机器。

真空木纹转印机适用范围:转印钢木门、防盗门、防火门、大铁门、钢木门板、不锈钢门板、各种门框、橱柜、文件柜,装饰板条,各种钢制品的表面木纹处理。

工艺操作规程
1、生产前的准备:
(1)、电源、电压、压缩空气气压、风机运转是否正常。炉温能否满足?等确认所有设备均能正常运行方可组织生产。
(2)、按生产计划准备好相应的木纹纸。
(3)、转印炉内无尘粒,工作场地无尘等。
2、质量检查(上料前):
(1)、生产的型材按《内控标准》进行表面质量,形状外观的检查,将有弯曲、扭拧、汽泡、碰伤等表面质量缺陷的型材,放在指定的待检区域。
(2)、检查型材表面是否有油、污点、严重划伤、色差等影响木纹转印质量的缺陷,如有应作为不合格处置(可用碎布搽掉油污点)。5支以上批量的找巡检判定。
3、炉内升温
空炉升温设定温度为180~190℃,确定炉体快速加热恒温,时间不得少于1.2小时,加温时连同操作台一起加温10分钟后退出再上料,减少炉体温差。
4、铺纸
盖膜式:
⑴铺纸前按型材的长度在两端铺上耐高温布条,压住型材部位不得超过2cm,预防划破布。
⑵、把木纹纸的木纹转印面向上平铺在操作台的底面,木纹纸必须长于工件,用鸡毛扫扫平木纹纸。
抽袋式:
(1)根据铝型材面积大小,割好纸袋。把铝型材放入纸袋当中。一般套袋在没有抽真空前大三分之一以上。
(2)把型材放在已割好的套袋上面包好封边。
5、上料:
(1)、操作者必须保证手上无脏物或戴干净手套,上架的型材必须经检验列为合格品。
(2)、采用平铺上架方式,型材之间的间距按型材的周长大小而定,不可重叠上架,必须保证型材间的间隙,以能够使工件充分接触木纹纸。
(3)、加工床上的吸真空管不能靠到工件上,只能放在型材的端头。
6、合盖
打开合盖用的气压开关,使上下合在一起,并扣上扣锁。
7、抽真空
抽真空时要慢慢逐步地打开抽真空开关,气压保持在0.01~0.02MPa,同时把型材上下的皱纹理好,并用手抹动工件的凹糟等难接触部位,确保木纹纸完全紧贴在型材上,然后再将气压开至0.05~0.07MPa。真空泵的性能决定了木纹纹理的切合性能, 通常选用上海坎特真空的2BV系列水环真空泵,或者选用SV系列油润滑旋片真空泵:

8、入炉转印
打开炉门开关,使载有型材的工作台进入转印炉内,再把转印温度设定在175~185℃,恒温时间在7~15分钟之间(设定温度和时间具体参照木纹纸的工艺要求而定)。
9、出炉开盖下料
恒温时间够时的1分钟前,关掉真空开关,设备自动出炉后,打开启盖气压开关,抬出转印后的型材。
木纹转印机在工业生产中得到广泛的应用,为了能够让真空泵在木纹转印机发挥好关键作用,投入生产中,减少故障的发生,并且能够延长设备的使用寿命,需要做好日常的维护:
1、木纹转印机的真空泵的真空油需视工作环境进行更换,如工作环境差(粉尘多)需要三个月进行更换一次,工作环境好需半年更换一次。
2、如果适用的是油润滑旋片真空泵,进气口接的是空气过滤器,空气过滤器内滤芯需定时清洗,如工作环境差大约一个月需要清洗一次,工作环境清洁的,三个月左右需要清洗一次。
真空泵使用期间不能接触水源,机器工作盘内不能注入水,如真空泵内进水不要强行开启真空泵工作,应快速和厂家联系进行维修和养护。
如果选用的是水环真空泵,建议定期更换水,排除杂质。
3、真空泵电机,如果机器需要移动。需重新接线时,注意真空泵电机的正反转!电机不能长时间反转,如反转超过20秒就会烧掉电机。
更多关于真空行业的应用,欢迎联系上海坎特真空科技有限公司
(文章来源于网络,如不允许转载,请联系我司删除。)

 沪公网安备31011502401944号
沪公网安备31011502401944号